Поддержка по электронной почте
info@kingfieldpcb.comПозвоните в службу поддержки
+86-13828722658Рабочий час
Пн - Пт 08:00 - 17:00

Когда говорят про монтаж компонентов заводы, многие сразу представляют конвейер с паяльными станциями. Но это лишь вершина айсберга. На деле, если ты не продумал логистику компонентов, контроль влажности для тех же BGA-корпусов или программирование автоматов — вся линия встанет. У нас в отрасли часто грешат тем, что фокусируются на скорости, забывая про воспроизводимость процесса. Особенно это касается средних заказов, где партия не миллионная, а номенклатура компонентов может быть дикой.
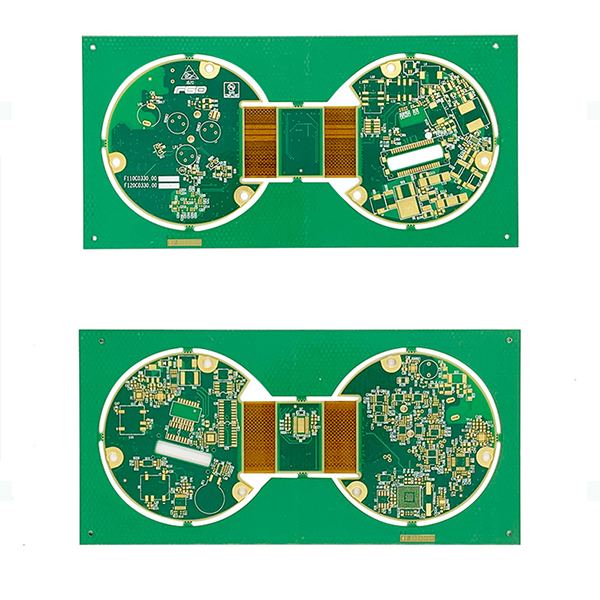
Вот смотри, классическая история: конструкторы в САПР разложили всё идеально, но не учли габариты монтажных головок конкретного автомата. Или, что чаще, не предусмотрели технологические зоны для подхода вакуумных захватов. В результате на этапе подготовки производства технолог вынужден вносить правки в панелизацию, а это время и риск ошибок. Мы с этим сталкивались, когда работали над заказом для телеметрии — пришлось фактически пересогласовывать часть трассировки, потому что компонент от монтаж компонентов заводы просто физически не становился в отведённое место на плате из-за соседнего разъёма.
Ещё один момент — поставка компонентов. Казалось бы, всё есть в спецификации. Но когда начинаешь сборку, выясняется, что у резистора в 0402 корпусе от одного производителя — чуть иная форма контактных площадок, и паяльная паста растекается не так. Автомат-то настроен на эталон. Приходится на ходу корректировать профиль печи или дозирование пасты. Это к вопросу о важности утверждения аналогов и контроля входящих партий. Без этого ни один серьёзный монтаж компонентов заводы не должен начинать работу.
Кстати, о пасте. Её выбор — это не просто ?бери с хорошей текучестью?. Под разные задачи — разные составы. Для плат со смешанным монтажом (THT и SMD), например, нужна паста с более высокой липкостью, чтобы компоненты не съезжали при транспортировке конвейера. Однажды видел, как на пробной партии мелкие чипы съезжали с площадок из-за вибрации — проблема была именно в пасте. Заменили — всё встало как влитое.
Возьмём любой современный монтажный автомат. По паспорту — точность ±0.03 мм, скорость десятки тысяч компонентов в час. Но на практике его ?здоровье? зависит от ежедневной калибровки, чистоты направляющих, износа сопел. У нас был случай на старом Panasonic, когда из-за микроскопического люфта в одном из приводов начался разнос по координатам. Партия ушла в брак. После этого ввели обязательную утреннюю калибровку по контрольным маркам для каждой смены, независимо от загрузки.
Программное обеспечение для программирования этих автоматов — отдельная тема. Готовые библиотеки компонентов — это хорошо, но для новых, нестандартных корпусов приходится создавать описания вручную. И здесь важно не только задать габариты, но и правильно указать центр захвата, точки пайки, допустимые углы поворота. Ошибёшься — компонент либо не возьмётся, либо встанет криво. Особенно капризны электролитические конденсаторы с большим корпусом — смещение центра тяжести требует тонкой настройки вакуума и скорости перемещения.
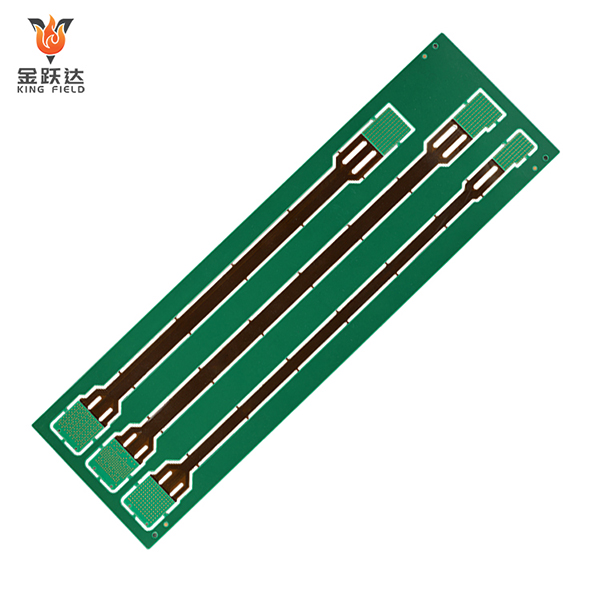
И конечно, печь оплавления. Казалось бы, выставил температурный профиль по рекомендации производителя пасты — и всё. Но нет. Тепловая инерция самой платы, плотность компонентов на одной стороне, наличие металлизированных слоёв — всё это влияет на реальный нагрев. Приходится закладывать термопары и снимать реальный профиль для каждой новой конструкции платы. Помню, для одной многослойной платы с толстой медью пришлось снижать скорость конвейера и повышать температуру в зоне выдержки, чтобы добиться правильного расплава шариков у BGA.
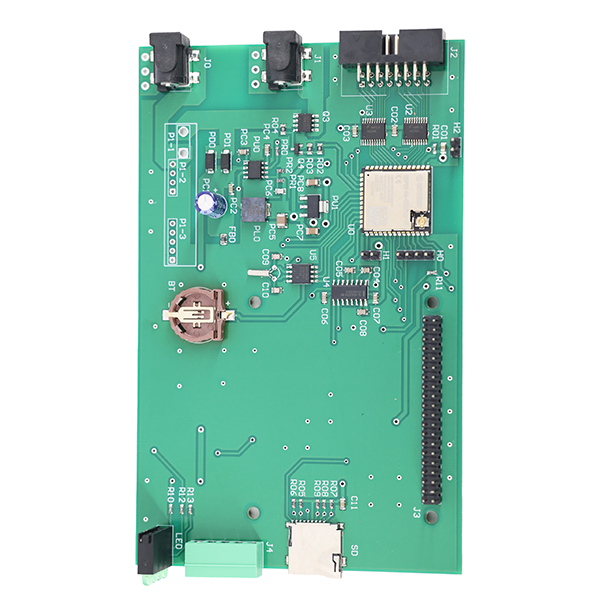
Автоматическая оптическая инспекция (AOI) — великая вещь, но она не всесильна. Она отлично ловит смещения, перевороты компонентов, отсутствие пайки. Но плохие паяные соединения под корпусом, особенно у QFN-компонентов, где выводы сбоку, она может и пропустить. Поэтому всегда идёт в паре с выборочным контролем под микроскопом, а для ответственных узлов — с рентгеном. Особенно это критично для продукции, которая идёт в медицинскую или аэрокосмическую отрасль.
Есть ещё такой нюанс, как паяемость выводов. Компоненты, долго пролежавшие на складе без надлежащих условий, могут иметь окисленные выводы. Паяльная паста их ?продавит? не всегда, образуется непропай. Поэтому на входящем контроле мы не только сверяем маркировку, но и выборочно проверяем паяемость методом смачивания. Это долго, но дешевле, чем переделывать собранную плату.
А послепайочная обработка? Если нужна отмывка от флюса — это целый химико-технологический процесс со своими нюансами по совместимости материалов, давлением струи, качеством воды. А если плата не отмывается, а используется но-клин флюс, то нужно контролировать его остаточное сопротивление. В общем, контроль — это не отдельный цех, это сквозной процесс, который начинается с приёмки комплектующих и заканчивается упаковкой готового изделия.
Идеальная ситуация — когда завод вовлечён в процесс обсуждения конструкции платы на ранних этапах. Мы, например, в монтаж компонентов заводы всегда готовы дать обратную связь по технологичности. Это экономит время и деньги всем. Как-то работали с командой из ООО Цзиньеда Электроник (ШЭНЬ ЧЖЭНЬ) — они как раз из тех, кто понимает важность диалога. Основанная в 2013 году, их компания позиционирует себя как поставщик комплексных услуг, от разработки до сборки. И это чувствуется: когда они присылали проект на отзыв, там уже были учтены базовые технологические ограничения по минимальным зазорам, была продумана панелизация. С такими партнёрами работать — одно удовольствие, меньше ?сюрпризов? на производственной фазе.
Но часто бывает иначе. Приходит файл Gerber и BOM-лист, а в нём, например, указан чип в корпусе, который уже снят с производства. Или, что хуже, есть компоненты от производителей, с которыми у нас нет прямых договоров, а через дистрибьюторов ждать месяц. Всё это тормозит запуск. Поэтому сейчас мы настаиваем на предварительной верификации списка компонентов на доступность и жизненный цикл.
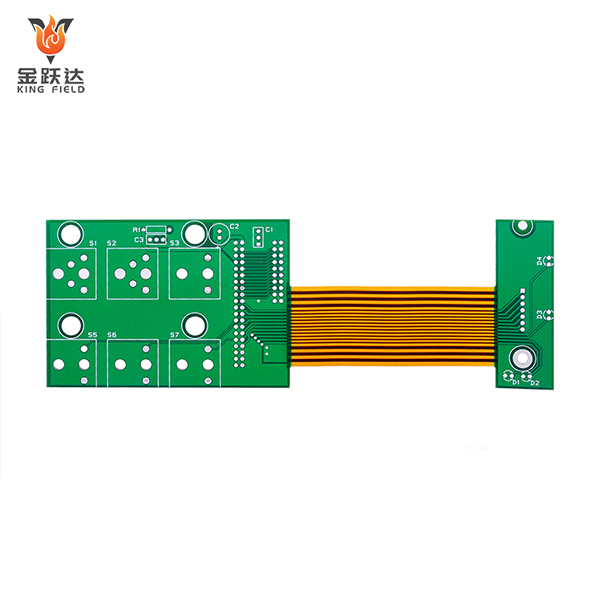
Ещё один пункт — тестовые точки и программный доступ. Для функционального тестирования готовой платы разработчик должен предусмотреть физические точки для подключения щупов или разъём для программатора. Бывало, плата собрана идеально, а прошить её или проверить — некуда подключиться. Приходится делать ?крокодилы? или, в худшем случае, паять временные проводки, что не есть хорошо для серийного продукта.
Когда считают стоимость монтаж компонентов заводы, часто берут в расчёт только время работы автомата и стоимость материалов. Но есть ещё подготовка производства (программирование, изготовление трафаретов, настройка), переналадка между разными заказами, утилизация отходов (та же паяльная паста имеет ограниченный срок жизни после вскрытия банки).
Огромная статья — это логистика и хранение компонентов. Современная электроника может включать сотни наименований. Организовать чёткое складское хозяйство с системой FIFO (первым пришёл — первым ушёл), контролем влажности для MSL-чувствительных компонентов — это целая наука. Инвестиции в умные склады с климат-контролем и штрих-кодированием окупаются снижением брака и простоев.
И, наконец, человеческий фактор. Операторы, технологи, инженеры контроля. Их квалификация — ключевой актив. Постоянное обучение, обмен опытом, анализ ошибок — без этого культура производства не строится. Можно купить самое дорогое оборудование, но если персонал не понимает сути процессов, он не заметит начинающихся проблем, например, постепенного засорения сопла паяльной пасты, которое ведёт к недоливу и непропаю.
В общем, монтаж на заводе — это живой организм, а не набор инструкций. Каждый новый проект — это новый вызов, новая головоломка, которую нужно собрать из кусочков технологических возможностей, доступных компонентов и требований заказчика. И когда всё сходится, и с конвейера сходит работоспособная плата — это та самая профессиональная радость, ради которой всё и затевается. Главное — не останавливаться в learning curve, потому что технологии бегут вперёд, и то, что было хорошо год назад, сегодня уже может быть неоптимально.