Поддержка по электронной почте
info@kingfieldpcb.comПозвоните в службу поддержки
+86-13828722658Рабочий час
Пн - Пт 08:00 - 17:00

Когда говорят ?поверхностный монтаж заводы?, многие сразу представляют себе ряды блестящих роботов-манипуляторов в стерильных цехах. Это, конечно, часть правды, но лишь малая. Основная борьба за качество и стоимость разворачивается не там. Гораздо чаще всё упирается в логистику компонентов, настройку профилей печи и, как ни странно, в человеческий фактор на этапе инженерной подготовки производства. Слишком много заказов проваливается или выходит в минус из-за того, что изначально неверно оценили сложность именно с этой, ?негламурной? стороны.
Вот, к примеру, типичная ситуация. Приходит заказчик с, казалось бы, готовым набором файлов: Gerber, BOM, центровочный файл. Смотрим BOM – а там компоненты, которые уже год как сняты с производства, или их поставка растягивается на 16 недель. Или в центровочном файле для микросхемы в корпусе QFN указана только одна центральная точка, а для точного позиционирования нужны как минимум две, иначе после печи получаем ?манджазинг? – перекос, и половина выводов не паяется. Это не ошибка оборудования, это ошибка подготовки данных. И вот здесь ценность поставщика вроде ООО Цзиньеда Электроник (ШЭНЬ ЧЖЭНЬ) проявляется в первую очередь. Их инженеры, прежде чем запускать заказ в цех, проводят DFM-анализ. Это не просто формальность, а реальная проверка на совместимость вашего дизайна с технологическими возможностями заводов поверхностного монтажа. Они могут запросить уточнения, предложить альтернативные, более доступные компоненты из своей проверенной базы – и это спасает сроки.
Я сам однажды настаивал на использовании конкретного малотиражного DC-DC преобразователя. В Kingfield PCB (это их проект для российского рынка, сайт kingfieldpcb.ru) мне мягко намекнули, что ждать его придется долго, а паять сложно из-за термопроблем. Предложили три аналога с лучшей доступностью. Я выбрал один, немного доработал посадочное место – и серия пошла в производство без задержек. Вот это и есть практическая польза от работы с компанией, которая занимается полным циклом от разработки до сборки, как указано в их описании. Они видят процесс целиком.
Еще один нюанс – паяльная паста. Казалось бы, стандартный материал. Но её поведение зависит от трафарета, от атмосферы в печи (азотная или воздушная), от скорости конвейера. На старом производстве, где я работал, мы неделю мучились с плохой пайкой шариковых выводов BGA. Меняли температуру в печи – не помогало. Оказалось, партия пасты хранилась в ненадлежащих условиях и её реология ?поплыла?. Сейчас на современных площадках, с которыми сотрудничает Цзиньеда, за этим следят строго, есть холодильные склады и контроль вязкости перед началом смены. Мелочь? Нет, именно такие мелочи и отличают кустарный монтаж от промышленного.
Все любят хвастаться новыми японскими или немецкими установками. Это важно, но не менее важна их калибровка и обслуживание. Я видел цех, где стояла новейшая линия Yamaha, но датчики вакуумных захватов на монтажных головах были забиты пылью, что приводило к периодическому сбросу мелких чипов 0201. И видел другой, с более старым оборудованием Universal, где техники каждую неделю проводили полную калибровку и профилактику, и проценты брака были в разы ниже. Поэтому ключевой вопрос для заказчика не ?Какое у вас оборудование??, а ?Какой у вас процент брака на контрольных платах и как часто вы калибруете машины??.
Здесь опять же возвращаемся к теме комплексного поставщика. Если компания, как ООО Цзиньеда Электроник, сама занимается и производством печатных плат, и их сборкой, то риски рассогласования технологий минимизированы. Они знают, какую отделку меди (ENIG, иммерсионное олово) лучше использовать под конкретный тип пасты, какую маску нанести, чтобы не было отслоений при многократном термоударе в печи. Это знание приходит только с опытом множества проектов, накопленных с 2013 года.
И да, про печи. Конвекционные, паровые, с ИК-нагревом... Споров много. На мой взгляд, для подавляющего большинства задач, включая бессвинцовые припои, достаточно хорошей конвекционной печи с точным контролем зон и азотной средой. Азот – это не маркетинг, он реально снижает окисление, улучшает растекание, особенно для паст с мелкодисперсными порошками. Но его расход – это статья расходов. Некоторые заводы поверхностного монтажа экономят и работают на воздухе, что для сложных компонентов может быть критично. Нужно уточнять этот момент заранее.
Автоматический оптический контроль (AOI) сейчас есть везде. Но его эффективность на 90% зависит от программиста, который настраивает алгоритмы проверки. Слишком строгие параметры – машина будет ?кричать? на каждую теневую ложную тревогу, оператор устанет и начнет игнорировать сигналы. Слишком мягкие – пропустит реальный дефект, например, перемычку между выводами микросхемы с шагом 0.4 мм. Идеальный вариант – это комбинация AOI и выборочного контроля под микроскопом опытным технологом, особенно для ответственных узлов.
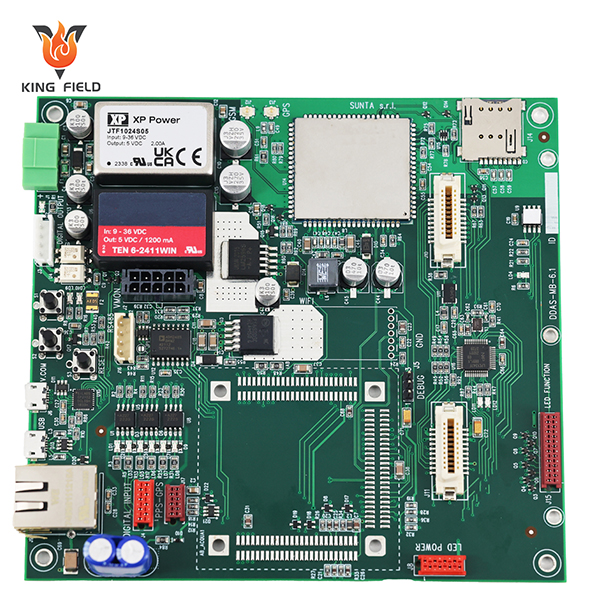
У Kingfield PCB в своем процессе, судя по описанию услуг, заложен многоступенчатый контроль: от входящих компонентов и до финального тестирования собранного устройства. Это правильный подход. Помню случай, когда на плату для медицинского датчика поставили конденсаторы с правильным номиналом, но из неподходящей серии, с недопустимо высоким током утечки. AOI этого не увидит, он проверяет наличие, позицию и полярность. А входящий контроль с выборочным замерами параметров – мог бы. В итоге партию пришлось переделывать. Дорогой урок.
Еще один вид контроля, который часто недооценивают для мелкосерийного производства, – это рентген (AXI). Он незаменим для проверки пайки под корпусом BGA, QFN, для поиска пустот в паяных соединениях. Не на каждом производстве он есть, так как оборудование дорогое. Но если ваше изделие содержит такие компоненты, ищите партнера, у которого AXI входит в стандартный процесс для подобных заказов. Это показатель серьезного отношения к качеству.
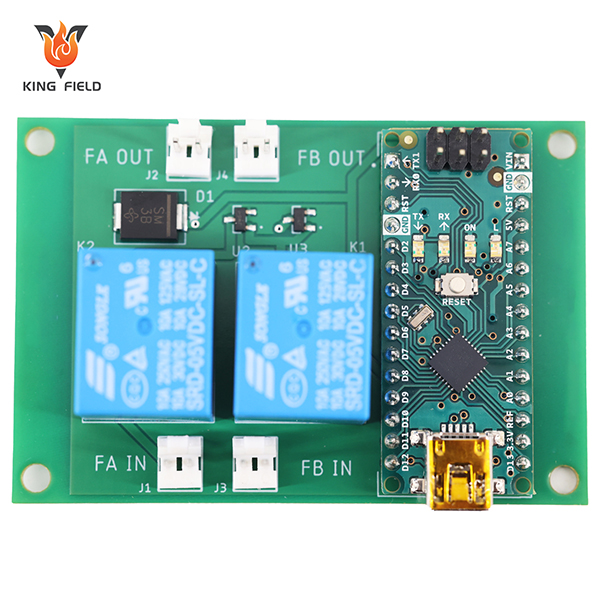
Часто звучит запрос: ?Нам нужно собрать 50 плат, но с применением поверхностного монтажа?. С экономической точки зрения для завода это почти всегда убыточно. Переналадка линии, программирование оборудования, изготовление трафарета – эти затраты распределяются на всё количество. Поэтому стоимость одной платы в серии из 50 штук может быть астрономической. Где выход? Специализированные линии для быстрого прототипирования или, что чаще, правильный выбор партнера.
Такие компании, как Цзиньеда, которые работают и с крупными, и с мелкими заказами, часто имеют гибкую систему планирования. Они могут ?встроить? вашу мелкую серию в технологическое окно между большими заказами, используя уже настроенное под аналогичные компоненты оборудование. Или использовать полуавтоматические столы для монтажа прототипов. Их сайт kingfieldpcb.ru позиционирует их именно как поставщика комплексных услуг, а это подразумевает гибкость. Для инженера-разработчика, который выводит продукт на рынок, такая возможность собрать и протестировать первую партию без огромных затрат – бесценна.
Но тут есть и обратная сторона. Для прототипа иногда логичнее и дешевле собрать платы вручную, силами того же разработчика, особенно если там много крупных компонентов. А на завод отдавать уже отлаженный и оптимизированный дизайн для серии. Нужно реалистично оценивать этап, на котором вы находитесь. Задача хорошего поставщика – подсказать наиболее рациональный путь, а не просто взять в работу всё, что дают.
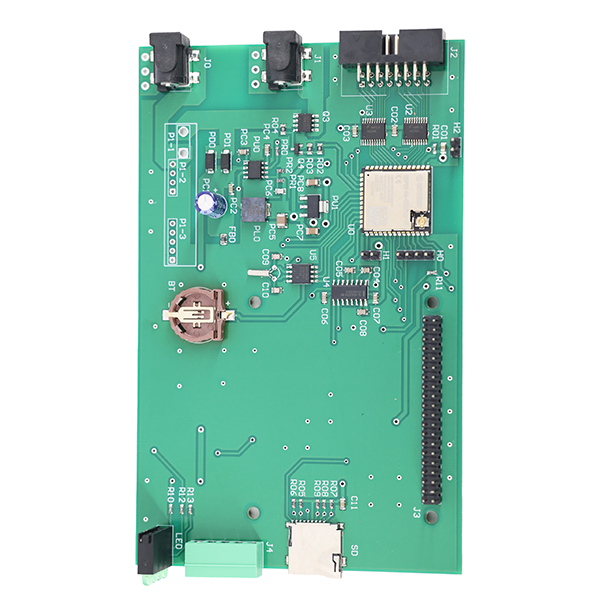
Тренд на уменьшение размеров компонентов (01005, а скоро и 008004) – это вызов для любого производства. Требуется не только более точное оборудование, но и идеально ровные платы, более тонкие трафареты с лазерной резкой и полировкой стенок, пасты с ультрамелким порошком. Не каждый завод готов к этому. Более того, для многих российских разработок такие размеры просто избыточны. Чаще востребован монтаж компонентов с шагом 0.5 мм и выше, корпусов типа LGA, которые требуют аккуратности, но не запредельной точности.
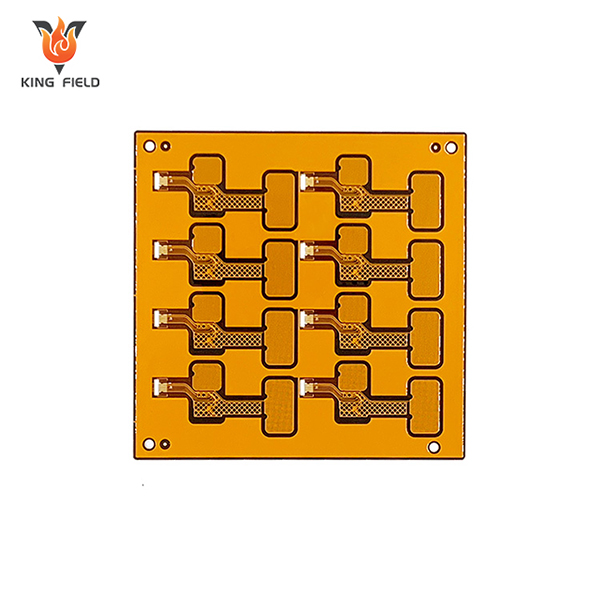
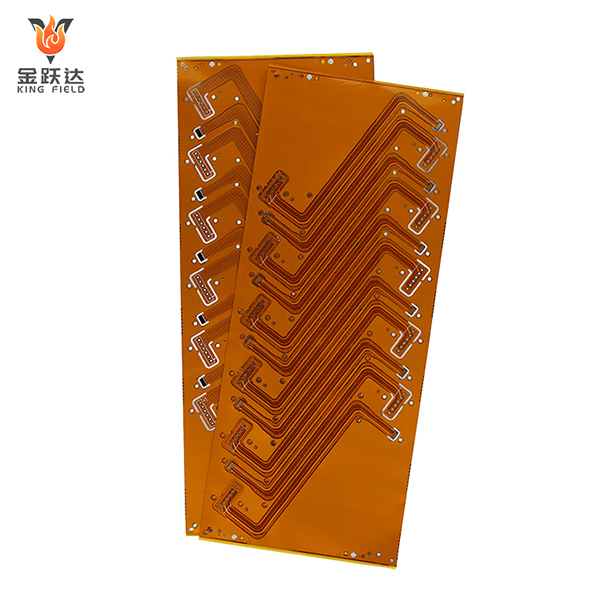
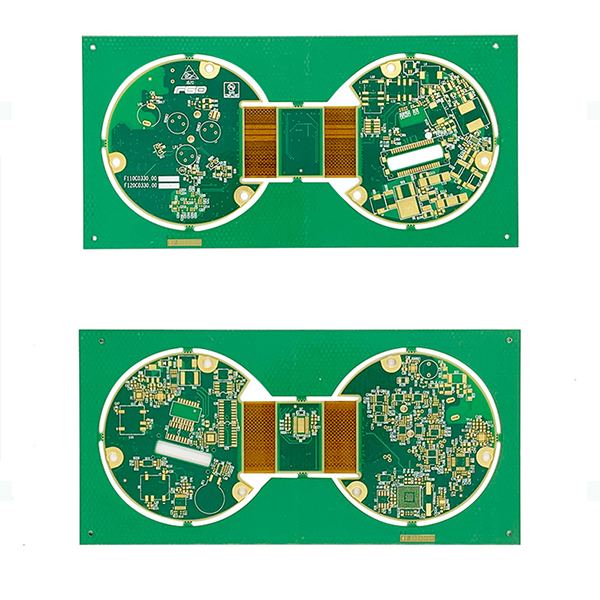
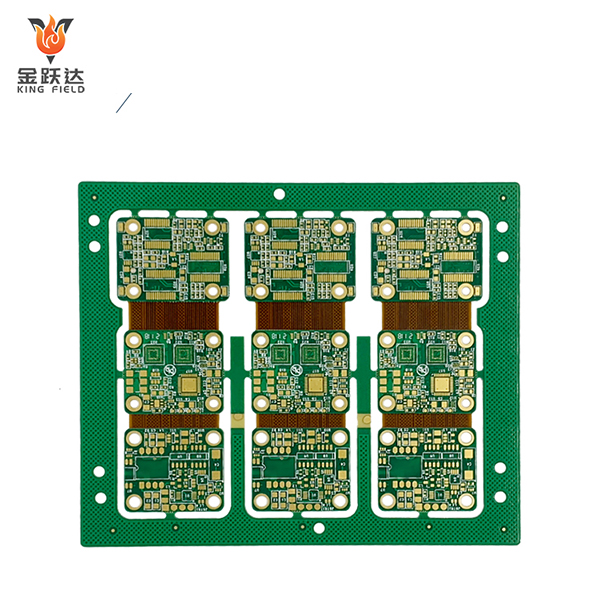
Другой тренд – это монтаж на гибкие и жестко-гибкие платы. Здесь своя специфика: другая подложка, другие требования к термопрофилю, чтобы не повредить полиимид. Компании с опытом в полном цикле имеют здесь преимущество, так как могут сразу проектировать и изготавливать саму плату с учетом особенностей последующего монтажа.
И последнее, о чем хотелось бы сказать. Выбирая завод поверхностного монтажа, смотрите не только на цены и список машин. Смотрите на открытость к диалогу, на готовность инженеров обсуждать детали вашего проекта, на наличие у них портфолио со схожими по сложности изделиями. Как у той же Цзиньеда – их опыт с 2013 года в разработке и сборке говорит о том, что они могут быть не просто исполнителем, а техническим партнером. А в нашем деле это решающий фактор для успеха проекта. В конце концов, даже самая совершенная линия – всего лишь инструмент. Важнее те, кто им управляет и понимает, для чего именно он нужен в вашем конкретном случае.