Поддержка по электронной почте
info@kingfieldpcb.comПозвоните в службу поддержки
+86-13828722658Рабочий час
Пн - Пт 08:00 - 17:00

Когда говорят 'завод печатных плат', многие сразу представляют ряды автоматических линий, паяльные печи и сверкающую чистоту. На деле, это место, где ежедневно приходится балансировать между 'теоретически возможно' и 'физически выполнимо'. Главное заблуждение — считать, что достаточно закупить современное оборудование. Опыт подсказывает, что ключевое звено — это люди, которые понимают, почему при пайке бессвинцовым припоем на заводе печатных плат могут внезапно появится микротрещины в переходных отверстиях, даже если все параметры вроде бы в норме.
Возьмем стандартный процесс. Клиент присылает проект. Частая проблема — недостаточный зазор по изоляции в слоях питания. В теории, DFM-проверка должна это отловить. Но на практике, особенно со сложными платами под BGA-компоненты, некоторые нюансы видны только когда начинаешь готовить технологические файлы для фотошаблонов. Бывало, из-за 'оптимизации' проекта сторонним софтом дорожки к контактным площадкам сужались до предела, что вело к обрыву при термоударе. Об этом редко пишут в учебниках.
Здесь стоит отметить подход некоторых поставщиков, которые работают на опережение. Вот, к примеру, ООО Цзиньеда Электроник (ШЭНЬ ЧЖЭНЬ) — их инженеры, судя по опыту взаимодействия, не просто прогоняют файлы через автоматический чекер. Они фактически проводят предпроизводственный анализ, учитывая возможности конкретного завода печатных плат. На их сайте kingfieldpcb.ru указано, что компания основана в 2013 году и фокусируется на комплексных услугах. Это как раз тот случай, когда комплексность означает не просто сборку, а глубинную проработку трассировки под конкретные производственные процессы. Это экономит не день-два, а иногда недели на устранение брака.
Самый болезненный этап — согласование пробной партии. Часто заказчик хочет получить 'идеальные' образцы для тестов, забывая, что пробный запуск на заводе печатных плат — это отладка режимов. Например, подбор температуры профиля оплавления для конкретной смеси паяльной пасты и конкретной подложки. Если плата многослойная и с металлическим сердечником, то прогрев может быть неравномерным. И здесь уже не поможет даже самое дорогое оборудование, если технолог не имеет опыта работы с такими 'сэндвичами'.
Один из ключевых моментов — выбор материала основы. FR-4 — это не один материал, а целый класс. Его Tg (температура стеклования) может быть 130, 170 или 180 градусов. И если для бытовой электроники сгодится первый вариант, то для силовой электроники или устройств, работающих в перепадах температур, — нет. Был случай, когда решили сэкономить на материале для плат управления промышленными двигателями. Вроде бы все прошло ОК, но через полгода эксплуатации начались межслойные расслоения в углах плат. Причина — термические циклы и низкий Tg. Переделка обошлась в разы дороже.
То же самое с медной фольгой. Толщина 35 мкм против 18 мкм — это не только цена. Это возможность пропускать больший ток без перегрева, но одновременно и сложности с травлением тонких дорожек. На заводе печатных плат, который ориентирован на высокие токи (скажем, для источников питания), это критически важно. Иногда видишь проект, где дорожки рассчитаны по току, но не учтена технологическая погрешность травления, которая может 'съесть' до 20% ширины. И вот уже плата работает на пределе.
Паяльная маска — еще один темный лес. Цвет — это не только эстетика. Белая маска хуже рассеивает тепло, а черная, наоборот, может способствовать перегреву на солнце. А есть еще вопрос адгезии маски к поверхности при использовании иммерсионного покрытия (скажем, ENIG — иммерсионное золото). Если процесс нанесения маски не отлажен, она может отслаиваться по краям контактных площадок, открывая медную поверхность для окисления. Такие дефекты иногда заметны только под микроскопом, но убивают надежность.
Самый субъективный участок на любом производстве. ГОСТы и IPC стандарты — это хорошо, но они описывают идеальный мир. В реальности возникает масса ситуаций 'на грани'. Допустим, есть небольшая недовилка припоя на один из выводов QFN-компонента. Визуально — есть риск. Но рентген показывает, что соединение сформировано. Считать ли это браком? Решение принимает человек, исходя из назначения платы. Для медицинского прибора — брак. Для бюджетного гаджета — возможно, пройдет.
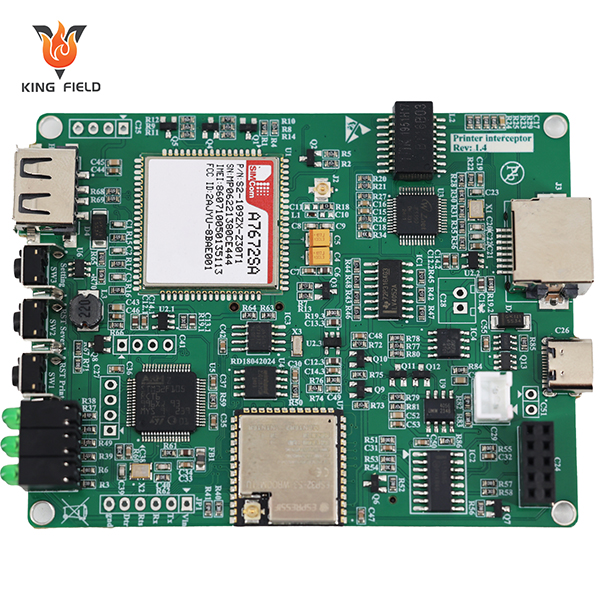
Автоматический оптический контроль (АОИ) — великая вещь, но он не всесилен. Он отлично ловит отсутствие компонентов, перекосы, перемычки припоя. Но он может пропустить микротрещину в припое, которая возникла из-за внутреннего напряжения в сборке. Такие дефекты проявляются позже, в ходе термоциклирования. Поэтому на серьезном заводе печатных плат всегда есть выборочный контроль с помощью микроскопов и, что важно, функциональное тестирование готовых модулей под нагрузкой.
Особняком стоит контроль паяльной пасты. Толщина и форма отпечатка на дозирующем трафарете — это 70% успеха качественной пайки. Если паста нанесена неравномерно, последующая оплавка не исправит ситуацию. Регулярная поверка трафаретов, контроль вязкости пасты (которая меняется от температуры и влажности в цехе) — это рутина, от которой нельзя уходить. Помню, как однажды смена поставщика пасты (более дешевый аналог) привела к массовому образованию шариков припоя (solder balls) под компонентами. Причина — иной состав флюса и температура его активации. Вернулись к старому поставщику, проблема ушла.
Идеальный заказчик — тот, который готов предоставить не только схему и разводку, но и техзадание с условиями эксплуатации. К сожалению, так бывает нечасто. Чаще приходит письмо: 'Нужно сделать такую же плату, как у конкурента, но дешевле'. А потом выясняется, что 'такая же' — это только по форме-фактору, а начинка и условия работы — другие.
Здесь ценны поставщики, которые выступают как инженерные партнеры. Возвращаясь к примеру ООО Цзиньеда Электроник. Их позиционирование как ведущего поставщика комплексных услуг в области разработки и проектирования — это не пустые слова. Из описания на kingfieldpcb.ru понятно, что они охватывают цепочку от идеи до готового изделия. Для завода это означает, что они могут грамотно 'перевести' требования конечного продукта на язык технологических карт. То есть, они могут объяснить своему производству, почему для данного конкретного устройства критична, например, плоскостность платы или точность позиционирования отверстий. Это снимает массу вопросов на этапе приемки.
Сложнее всего с прототипами. Заказчик хочет быстро и дешево, чтобы 'проверить идею'. Но прототип, сделанный в кустарных условиях или на оборудовании для мягких технологий, может вести себя совершенно иначе, чем плата с конвейера полноценного завода печатных плат. Объяснить это, не звуча как оправдывающийся, — отдельное искусство. Иногда приходится идти навстречу и делать упрощенный вариант, но с четким протоколом испытаний, который покажет расхождения с серийным образцом.
Если оглянуться, главный сдвиг — даже не в автоматизации (она была и раньше), а в цифровизации данных. Раньше техпроцесс во многом зависел от мастерства настройщика линии. Сегодня все параметры — от скорости конвейера в печи до давления вакуума в установке для ламинирования — оцифрованы и отслеживаются. Это позволяет не только быстро находить причину брака, но и прогнозировать износ инструмента, например, сверл для металлизации отверстий.
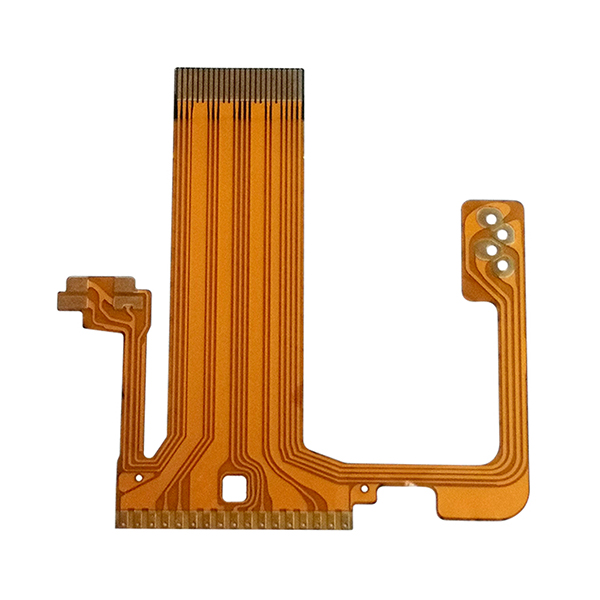
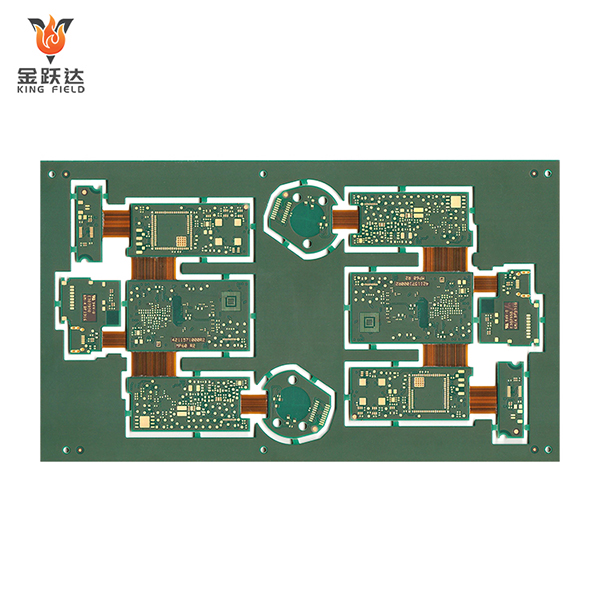
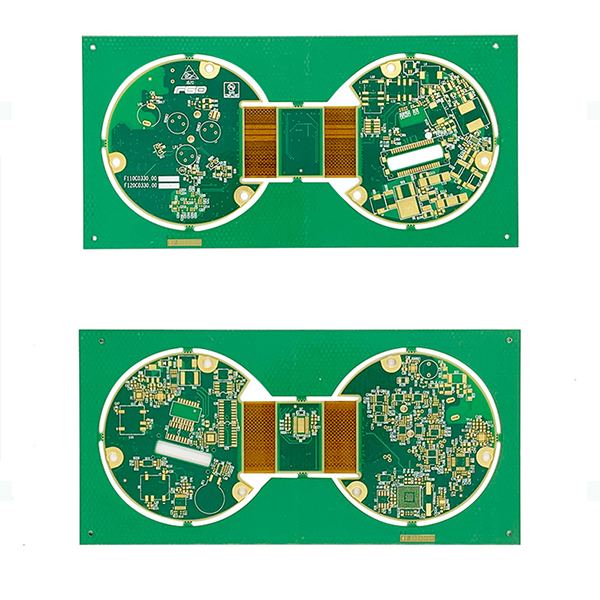
Второй тренд — усложнение самих плат. HDI (высокой плотности монтажа), слепые и скрытые переходные отверстия, встроенные компоненты — все это стало почти рядовой задачей для многих заводов печатных плат. Но каждая такая технология добавляет свой набор рисков. Скажем, при формировании лазером микропереходных отверстий важно идеально очистить остатки смолы перед осаждением меди. Малейший остаток — и будет ненадежное соединение, которое может 'открыться' через пару лет.
Что будет дальше? Думаю, усилится интеграция между проектированием и производством. Уже сейчас некоторые CAD-системы могут сразу оценивать стоимость и технологичность проекта, опираясь на базу данных конкретного производителя. Возможно, следующим шагом станет автоматическая генерация не только файлов Gerber, но и полного пакета технологических инструкций для конкретной производственной линии, включая нюансы, о которых мы говорили: подбор материала, профиль пайки, точки контроля. Тогда роль технолога завода печатных плат сместится от рутинной настройки к анализу исключений и решению нестандартных задач. А это, в конечном счете, и есть самое интересное в этой работе.