Поддержка по электронной почте
info@kingfieldpcb.comПозвоните в службу поддержки
+86-13828722658Рабочий час
Пн - Пт 08:00 - 17:00

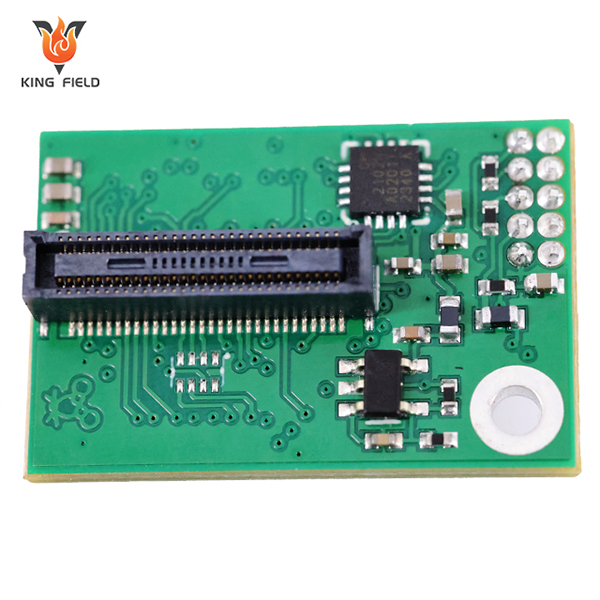
Когда слышишь ?выводной монтаж производитель?, многие сразу представляют конвейер, где платы штампуются тысячами. Это первое и самое большое заблуждение. На деле, если речь о сложных проектах, особенно с устаревшими или специфическими компонентами, это всегда история про поиск компромиссов между идеальным проектом и реальными возможностями производства. Я сам долго считал, что главное — найти завод с самым современным оборудованием. Пока не столкнулся с заказом на партию контроллеров для промышленного оборудования, где половина компонентов была в корпусах DIP, а вторая — старые BGA-микросхемы, которые уже сняты с производства. Вот тогда и начинается настоящая работа производителя.
Это не просто пайка. Это целая логистика и инжиниринг. Нужно проверить, совместимы ли посадочные места на плате с реальными размерами компонентов, которые удалось найти на рынке. Часто в файлах Gerber остаются старые библиотеки, и если их не поправить, компонент просто не станет или будет висеть в воздухе. Хороший производитель это видит на этапе подготовки производства (pre-production) и предлагает изменения. Мы, например, в ООО Цзиньеда Электроник, всегда просим не только файлы для производства, но и спецификацию (BOM) с реальными артикулами дистрибьюторов. Потому что артикул в спецификации может быть устаревшим, а его аналог — иметь другую высоту или термопрофиль.
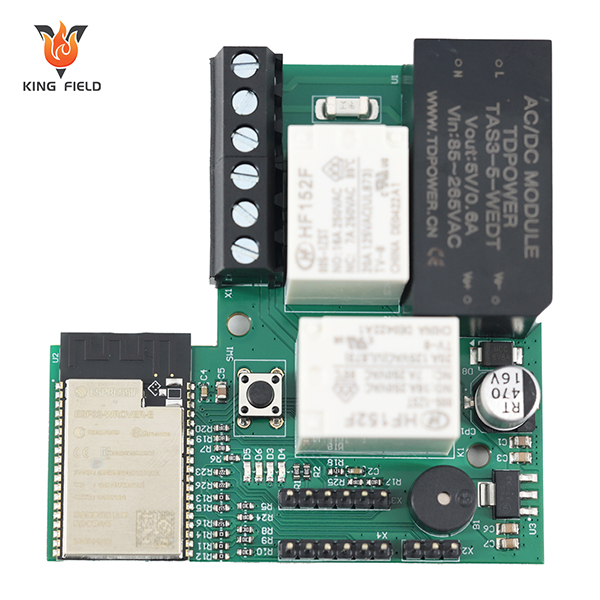
Еще один нюанс — паяльная паста. Для выводных компонентов, особенно с длинными выводами (как у реле или разъемов), часто нужна паста с другим размером частиц и вязкостью, чем для чисто SMT-сборки. Если этого не учесть, при оплавлении могут быть пустоты или, наоборот, короткие замыкания между выводами. Приходится подбирать и иногда даже комбинировать процессы: сначала SMT, потом уже ручная или селективная пайка для THT-части. Это удорожает и усложняет процесс, но заказчику не всегда это очевидно, пока не придет первая тестовая партия с браком.
И контроль качества. Автоматическая оптическая инспекция (AOI) плохо видит качество пайки внутри сквозного отверстия. Тут нужен либо рентген, либо выборочный контроль монтажником под микроскопом. Многие небольшие фабрики экономят на этом, проверяя ?на глаз?. Мы же для ответственных заказов всегда делаем срез паяного соединения — разрушающий контроль, чтобы увидеть, как заполнилось отверстие. Это дорого, но это единственный способ быть уверенным в надежности, особенно для военной или медицинской техники.
Одна из самых частых ошибок — недооценка времени на подготовку. Заказчик думает: ?Отправил файлы — через неделю получу платы?. В реальности, если в проекте есть THT-компоненты, нужно время на изготовление и тестирование оснастки для пайки (кондукторов, масок для селективной пайки). Был случай, когда для платы с двумя сотнями разъемов типа ?папа? пришлось проектировать и вытачивать алюминиевую рамку, которая удерживала бы их все строго вертикально во время пайки волной. На это ушло две недели. Заказчик был в ярости, но альтернатива — кривые разъемы, которые потом не состыкуются с корпусом.
Другая проблема — термическая нагрузка. Большие компоненты, такие как трансформаторы или теплоотводы, выступают как ?радиаторы? и забирают тепло во время пайки волной. В результате паяные соединения мелких соседних компонентов могут не прогреться до конца. Приходится экспериментально подбирать температуру волны и скорость конвейера, иногда жертвуя скоростью в пользу качества. Один раз пришлось полностью переделывать термопрофиль для платы с массивным латунным штекером — первые десять плат пошли в брак.
И конечно, логистика компонентов. Выводные компоненты сегодня — часто штучный товар. Их не всегда есть на складе у дистрибьютора, везут под заказ. А если проект срочный, начинается охота. Мы как производитель берем на себя эту головную боль, но это отражается на сроке и цене. Бывает, что предлагаем заказчику замену на современный SMT-аналог с переходной планкой — это часто дешевле и надежнее, но не всегда технически возможно.
Сейчас тренд — на миниатюризацию и полный переход на поверхностный монтаж. Но в промышленной, авиационной, автомобильной электронике выводной монтаж жив и будет жить. Причина — ремонтопригодность и механическая прочность. Соединение через отверстие выдерживает больше вибраций и механических нагрузок. Мы работали с компанией, которая производит блоки управления для железнодорожной техники. Там все силовые разъемы, клеммники и крупные конденсаторы — только THT. Потому что в вагоне тряска, и SMT-конденсатор может просто оторваться от дорожки.
В таком проекте ключевую роль играет не столько сам монтаж, сколько последующая герметизация и покрытие защитными лаками. И вот тут возникает конфликт: если плату покрыть лаком до установки THT-компонентов, их не припаять. Если после — нужно маскировать разъемы, чтобы лак не попал в контактные группы. Это дополнительные операции, которые многие не учитывают в калькуляции. Мы на своем сайте kingfieldpcb.ru стараемся подробно описывать эти этапы, чтобы заказчик сразу понимал полный цикл и его стоимость.
Еще один момент — ручная доводка. Даже на самом автоматизированном производстве после пайки волной плату с выводными компонентами часто приходится ?допиливать? вручную: убирать перемычки припоя, подпаивать компоненты, которые экранировались соседними и не пропаялись. Это искусство, а не операция. У нас в цеху есть ветераны, которые по звуку паяльника определяют, прогрелась ли площадка. Такой опыт не купишь, и его отсутствие — слабое место многих новых фабрик.
Главный критерий для меня — готовность инженеров завода вникать в проект и задавать неудобные вопросы. Если менеджер с порога говорит ?да все сделаем, отправляйте файлы?, это тревожный знак. Хороший производитель сначала запросит полный пакет данных, проведет DFM-анализ (анализ технологичности конструкции) и пришлет отчет с рисками: ?Вот здесь расстояние между выводом и медной площадкой 0.1 мм, есть риск перемычки. Вот этот компонент, судя по даташиту, имеет ограничение по температуре корпуса 240°C, а наш профиль дает 245°C — нужна ли замена??.
Компания ООО Цзиньеда Электроник, основанная в 2013 году, изначально позиционировала себя не как ?просто завод?, а как партнер в разработке. Это важно. Потому что часто инженеры-разработчики, особенно в стартапах, не имеют глубокого опыта в технологиях производства. Им может помочь совет по изменению трассировки или выбору альтернативного, но более технологичного компонента. Это экономит всем время и деньги. На нашем опыте, около 30% проектов приходят с потенциально критическими ошибками, которые можно исправить до запуска в производство.
Также стоит смотреть на гибкость. Способен ли завод работать с малыми и средними партиями? Готов ли он выделить линию для вашего пилотного запуска в 50 штук, или ему интересны только тиражи от 10 тысяч? Мы, например, специализируемся на сложных и мелкосерийных заказах, где нужен индивидуальный подход к каждому этапу — от закупки редких компонентов до финального тестирования функционала. Это наша ниша.
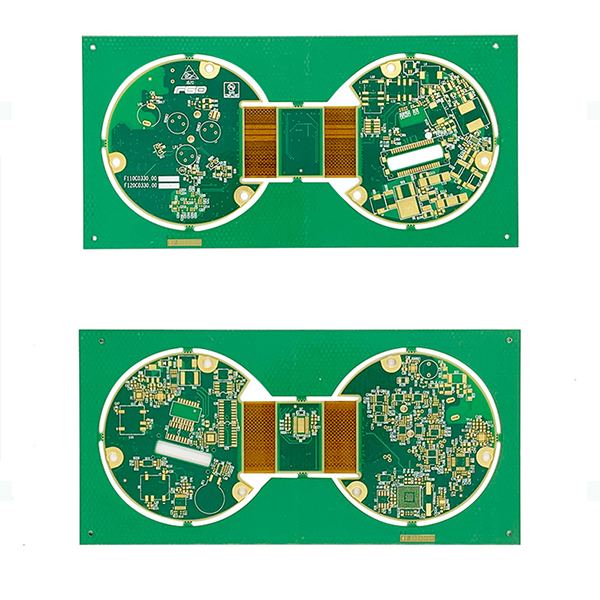
Думаю, чистый выводной монтаж будет постепенно сходить на нет, но не исчезнет. Его место займут гибридные технологии. Уже сейчас популярны платы, где силовая часть — THT, а управляющая — высокоплотный SMT. Или использование выводных штырей для последующего монтажа в мат. плату, когда сама плата модуля — полностью SMT. Задача производителя — бесшовно совместить эти процессы в одном цикле.
Еще один тренд — автоматизация ручных операций. Появляются роботы для установки штыревых компонентов, которые по видео определяют положение отверстия и точно вставляют вывод. Но они дороги и окупаются только на больших тиражах. Для мелких серий по-прежнему выгоднее ручной труд квалифицированного монтажника. Поэтому, выбирая производителя, стоит поинтересоваться не только наличием роботов, но и опытом и текучестью кадров в цеху ручной сборки.
В итоге, ?выводной монтаж производитель? — это не просто исполнитель. Это инженерно-технологический партнер, чья экспертиза часто спасает проект от провала на этапе перехода от прототипа к серии. Его ценность — в умении видеть проблему до ее появления и в готовности найти практичное, а не просто стандартное решение. Как в том нашем проекте с устаревшими BGA, где в итоге мы разработали переходную плату-адаптер, которая позволила использовать современные чипы, сохранив разъем старого образца. Клиент был счастлив, а мы получили еще один кейс в портфолио на https://www.kingfieldpcb.ru, который говорит больше, чем любые рекламные слоганы.