Поддержка по электронной почте
info@kingfieldpcb.comПозвоните в службу поддержки
+86-13828722658Рабочий час
Пн - Пт 08:00 - 17:00

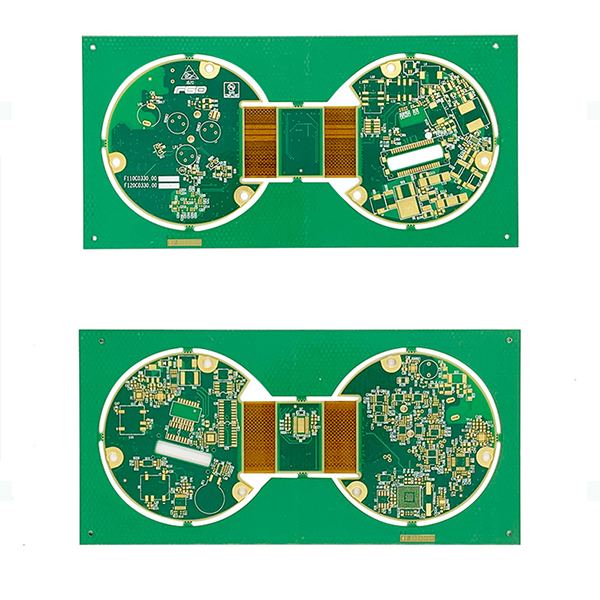
Когда слышишь ?выводной монтаж завод?, многие сразу представляют конвейер с паяльниками. Но на деле это целая экосистема, где выбор технологии — THT или SMT — зависит не от моды, а от того, что именно будет нести плата, в каких условиях работать и, что часто забывают, как её потом ремонтировать. Вот, к примеру, мы в ООО Цзиньеда Электроник (ШЭНЬ ЧЖЭНЬ) постоянно с этим сталкиваемся: клиент присылает файлы, а в спецификации — смесь выводных и SMD-компонентов. И тут начинается самое интересное.
Казалось бы, всё ушло в поверхностный монтаж. Но попробуй-ка поставить мощный силовой транзистор или массивный разъём на SMT. Не выйдет. Механическая нагрузка, вибрации, тепловыделение — для этого нужны выводы, пропаянные насквозь. Я помню один проект для промышленного контроллера: заказчик изначально хотел максимально ?поверхностно?, но после тестов на вибростенде и тепловых расчётов пришлось вернуть половину компонентов на сквозной монтаж. Ключевое здесь — не цепляться за одну технологию, а понимать, где что работает.
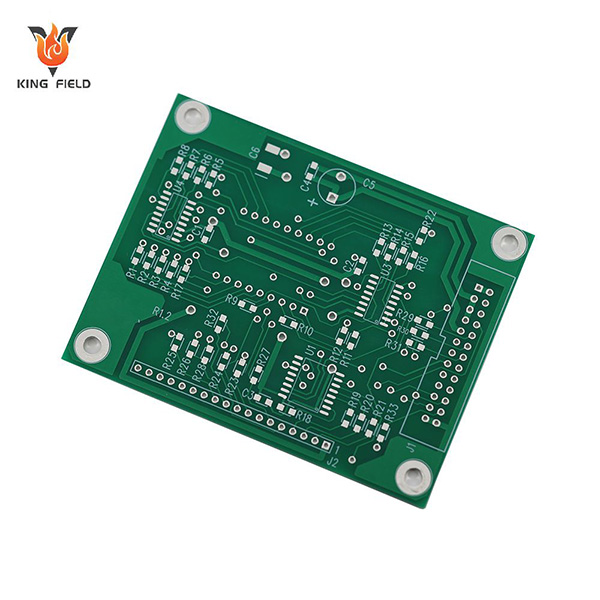
Ещё один нюанс, о котором редко пишут в учебниках, — ремонтопригодность. Плата для тестового оборудования или малой серии, где возможны доработки. Выпаять и впаять выводной компонент в полевых условиях — задача для паяльника и обычного техника. А вот перепаять BGA-корпус… Это уже история с другим бюджетом и оборудованием. Поэтому наш подход на kingfieldpcb.ru — сначала задавать вопросы о жизненном цикле изделия, а потом уже рекомендовать технологию.
И да, есть экономика. Для малых и средних серий, где стоимость переналадки линии SMT съедает выгоду, качественный выводной монтаж оказывается разумным выбором. Но слово ?качественный? здесь главное.
Идеальная картинка: автоматическая установка компонентов, волновая пайка, контроль. Реальность сложнее. Возьмём ту же волновую пайку. Температура профиля, скорость конвейера, тип флюса — всё это надо подбирать под конкретную плату и даже под конкретную партию компонентов. У нас был случай: пришли партией конденсаторы от нового поставщика, вроде бы аналоги. А в процессе пайки выяснилось, что термостойкость изоляции ниже — начали ?плыть?. Пришлось срочно менять температурный профиль, чуть не сорвали сроки.
Автоматическая установка — тоже не панацея. Для неё компоненты должны приходить в правильной упаковке (катушки, палки), с чёткими геометрическими параметрами. Если компонент нестандартный или поставщик сменил корпус на миллиметр, автомат может его либо не взять, либо поставить криво. Поэтому мы в Цзиньеда всегда закладываем время на перенастройку оборудования и держим на складе набор типовых оснасток.
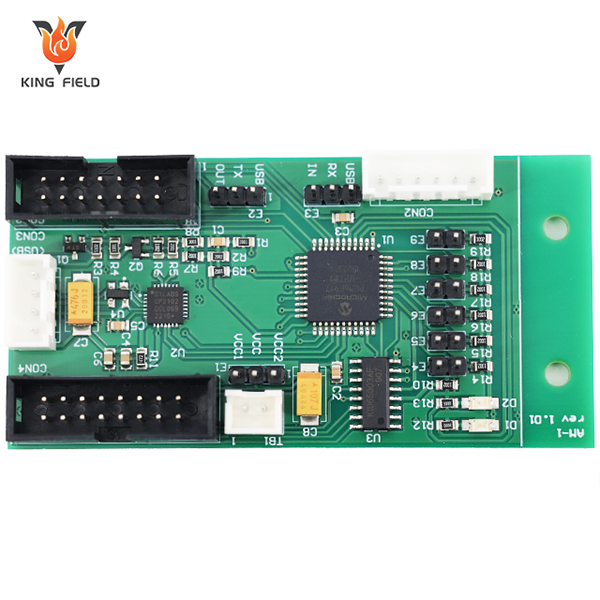
И самый болезненный этап — ручная пайка и доработка. Да, даже на автоматизированном заводе без этого не обойтись. Особенно для штучных заказов или прототипов. Здесь критически важна квалификация операторов. Не просто ?держать паяльник?, а понимать, как не перегреть чувствительный компонент, как правильно удалить излишки припоя, чтобы не было замыканий. Мы набирали таких специалистов долго, и теперь это наше конкурентное преимущество.
Автоматический оптический контроль (AOI) отлично ловит отсутствие компонентов, перекосы, явные паяные мостики. Но для выводного монтажа его часто недостаточно. Как проверить, что припой хорошо затек в сквозное отверстие и образовал надёжную филлету (мениск)? Визуально, под лупой или микроскопом. У нас на линии стоят станции с микроскопами, и после волновой пайки выборочно, а для ответственных плат — и все 100%, проверяют именно качество пропайки отверстий.
Ещё один метод, который незаслуженно забывают, — рентген. Он больше ассоциируется с BGA, но и для плотного выводного монтажа с двусторонними платами бывает полезен. Видны ли пустоты в пайке, нет ли скрытых за компонентами замыканий. Мы не используем его для каждой платы, но для заказных решений высокой надёжности — обязательно.
И, конечно, функциональный тест. Самая честная проверка. Собранный модуль включается в стенд и проверяется по полному протоколу. Бывало, что визуально и на AOI всё идеально, а плата не работает. Причина — микротрещина в пайке выводного разъёма, которая проявилась только под нагрузкой. После такого случая ужесточили контроль механических напряжений на этапе установки таких компонентов.
Лучший способ избежать проблем на заводе — заложить правильные решения ещё на этапе проектирования. Мы, как компания с полным циклом от разработки до сборки, видим это особенно остро. Часто к нам приходят уже готовые файлы Gerber и BOM, а в них — проблемы для монтажа.
Классика: недостаточный зазор между корпусом компонента и соседним для захвата автомата установки. Или отверстия под выводы, диаметр которых не учитывает допуск на выводы и необходимое количество припоя. Приходится либо идти на риск, либо согласовывать с заказчиком изменения в проекте. Поэтому на своём сайте kingfieldpcb.ru мы выложили и постоянно обновляем рекомендации по проектированию под выводной монтаж — чтобы сократить эти итерации.
Идеальный процесс, который мы выстроили за годы работы, начинается с диалога. Инженеры завода и инженеры-разработчики (наши или клиентские) обсуждают проект до фиксации. Какие компоненты, почему, как они будут монтироваться, как тестироваться. Это экономит всем нервы, время и деньги. Основанная в 2013 году, наша компания как раз сделала ставку на эту комплексность: не просто собрать, а помочь сделать изделие технологичным.
Будущее есть, но оно нишевое. Выводной монтаж не умрёт, а займёт свою устойчивую позицию там, где важна надёжность, ремонтопригодность, работа в жёстких условиях или малые серии. Он будет всё больше гибридизироваться с SMT на одной плате.
Тренд, который я вижу, — это не отказ от THT, а повышение его гибкости и точности. Новые поколения установочных автоматов с улучшенным зрением и адаптивными захватами, более точные дозаторы паяльной пасты для смешанных технологий, умные системы контроля процесса пайки в реальном времени. Всё это позволяет делать выводной монтаж более предсказуемым и качественным даже для сложных задач.
Для нас, как для поставщика комплексных услуг, это значит продолжать инвестировать в модернизацию именно гибридных линий и в подготовку кадров, которые понимают обе технологии. Потому что конечная цель — не красивый отчёт, а рабочая и надёжная плата у заказчика. И в этой цели место для сквозных отверстий и надёжных паяных соединений найдётся всегда. Просто нужно знать, где и как их применять. Вот об этом, по сути, и весь наш опыт.